

- 浙江东盛精密机械有限公司
- 联系人:陈经理
- 电话:15967556912
- 传真:0575-88770777
- 邮箱:ds@zjsxds.cn
- 网址:hebei.zjsxds.cn
- 地址:浙江省绍兴市越城区东湖街道岑前村前赵439号
无心河北磨床的常见问题与解决方法
来源:http://hebei.zjsxds.cn/news971243.html发布时间:2023/9/2 9:25:00
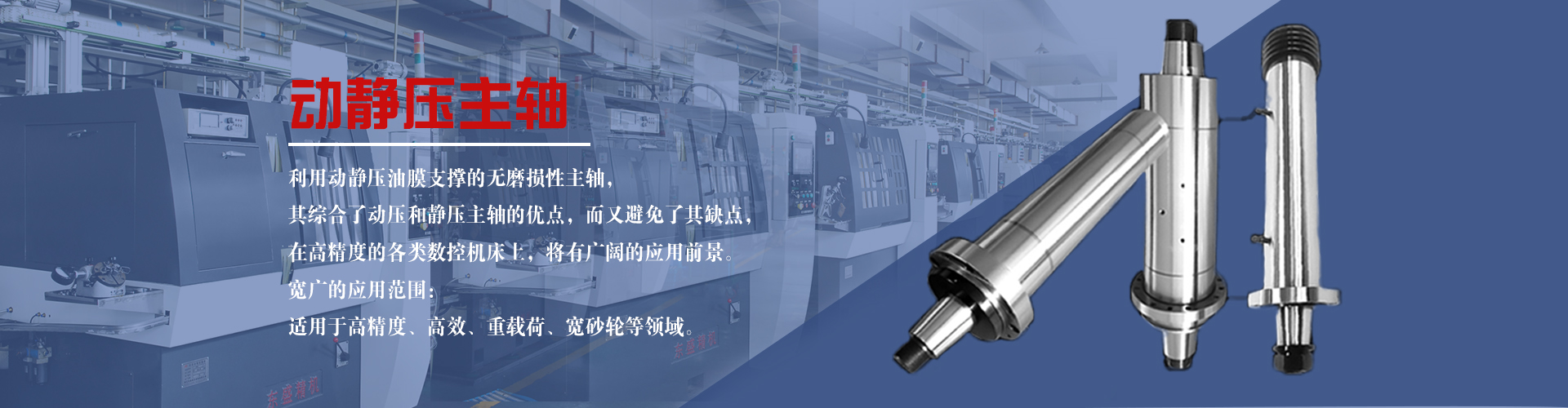
浙江东盛精密机械有限公司主要展示无心磨床动静压主轴,连体动静压主轴,双列球轴承内圈沟道磨床等方面的相关信息以及资讯发布,欢迎您关注我站!
光制表层留有伤疤
原因:管控板强度太高。管控板的表层粘附或结合有碾碎成残片或砂轮的一小块。
解决方法:管控板应改成软冷却循环水,改成可溶切削液。
等间隔螺旋式标识
原因:砂轮边沿触碰、滑轨调节差、整修速率大、金钢石损坏磨坏、金钢石球轴承松脱是无心磨床等空隙出現螺旋式印痕的原因。
解决方法:砂轮边沿呈锥型,使扩孔钻平行面。减少整修速率,降低切削速度,更改裸钻的表面或拆换裸钻支撑架。
定距或不定距细线
原因:维修不太好,外界振动。
解决方法:从砂轮边沿逐渐,整修速率要维持一定的边沿振动。
又深又不规律的印痕。
原因:砂轮的松驰
解决方法:在凸轮轴和砂轮中间插进内衬并使其平稳。
振动
原因:搭建镙丝松脱,砂轮不平衡。
解决方法:将负荷的净重转换为均衡遍布,使服务平台放置,恢复平衡。
自激振荡振动
原因:心高过高、支撑刀盘视角过大、支撑刀盘过薄、支撑刀盘安裝欠佳、刀盘支撑弯折、磨削量大、起霜选择差、起霜同心度差、砂轮搭建服务平台松驰、主轴轴承松驰、外界振动。
解决方法:减少管理中心高宽比,减少视角,提升小螺丝钉薄厚,拆换夹持螺丝,改正支撑点刀板,降低砂轮提升频次,与砂轮生产商探讨,在均衡前后左右开展调节,将镙丝锁成等于号,再次锁住镙丝,调节砂轮主轴轴承,再次锁住支撑架以互换裸钻,并防护外界振动。
无法得到真同心度
原因:心高太低,支撑点刀头视角很小,砂轮强度大,磨削压力太大,磨削量大,调整轮松驰,冷却循环水不够(当中空物件被磨削时),校准很差。
解决方法:提升管理中心高宽比,提升视角,提升推动速率,用锐利的金钢石提升校准速率,大速率降低走刀做一次磨削,再次卡紧调节轮主轴轴承螺丝,在优良点接触加上冷冻液,随后再次校准。
中间高或中间低
原因:正确引导板的调节不太好。
解决方法:将扩孔钻平行面,降低调整轮和篮底的歪斜,提升调节轮整修设备的视角。
无心磨床动静压主轴哪家实惠?连体动静压主轴哪家好?双列球轴承内圈沟道磨床怎么样?浙江东盛精密机械有限公司提供无心磨床动静压主轴,连体动静压主轴,双列球轴承内圈沟道磨床,
- 河北动静压主轴的安装与维护便捷性2025-09-19
- 河北圆柱滚子球基面磨床的特点介绍2025-08-26
- 河北全自动数控轴承外圈沟道磨床的工作原理2025-04-22
- 河北动静压主轴的作用是什么2025-05-26




