

- 浙江东盛精密机械有限公司
- 联系人:陈经理
- 电话:15967556912
- 传真:0575-88770777
- 邮箱:ds@zjsxds.cn
- 网址:hebei.zjsxds.cn
- 地址:浙江省绍兴市越城区东湖街道岑前村前赵439号
如何有效提高河北轴承磨床加工精度?
来源:http://hebei.zjsxds.cn/news940952.html发布时间:2023/5/12 9:55:00
浙江东盛精密机械有限公司主要展示无心磨床动静压主轴,连体动静压主轴,双列球轴承内圈沟道磨床等方面的相关信息以及资讯发布,欢迎您关注我站!
工艺系统问题对加工精度的影响在零部件加工过程中,工艺系统是影响加工精度的重要因素,一旦其出现问题,加工精度也会有所降低。首先是工艺问题,如果工艺应用不合理或者加工过程产生的热量对工艺造成影响,都会使得加工工艺存在偏差,进而导致加工误差。除此之外,工件残余应力也有可能使得工件发生变形,致使其出现精度误差。
轴承磨床加工精度
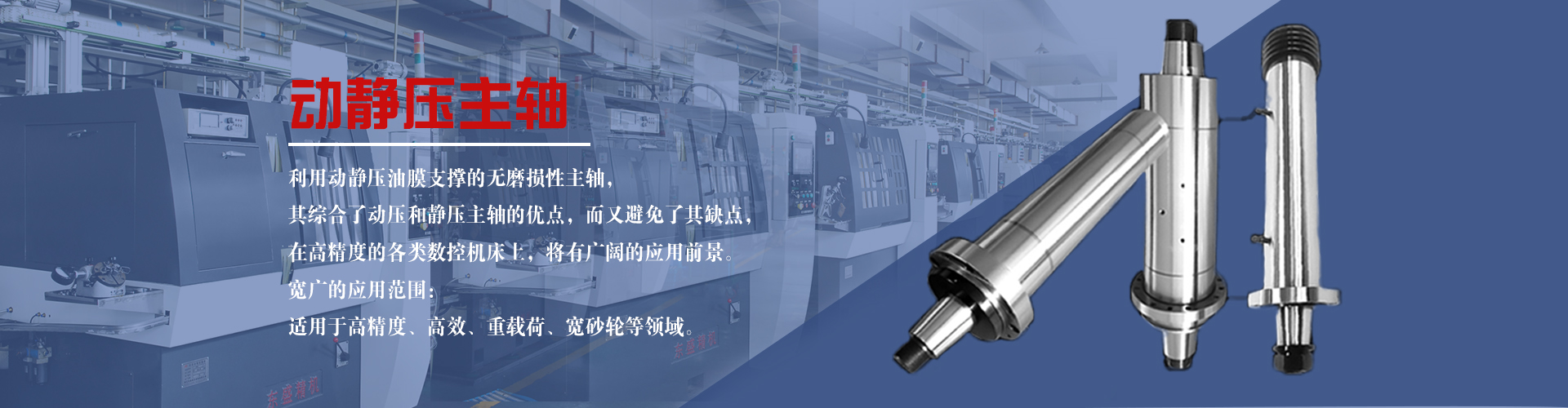
1.砂轮主轴的回转精度 它是指砂轮主轴端的径向圆跳动和轴向窜动。通常磨床砂轮主轴的径向圆跳动、轴向窜动公差为0.003 mm。砂轮主轴是带动砂轮高速旋转以完成磨削的主运动。因此砂轮主轴的回转精度可直接影响工件的表面粗糙度。
2.头架主轴的回转精度头架主轴用来带动工件作圆周进给成形运动,因此在磨床上其回转运动的误差将反映在加工表面上。磨床夹架主轴的径向圆跳动会使加工表面产生圆度误差。头架主轴窜动会使工件表面产生轴向圆跳动误差。
3.工作台的直线运动精度会对加工精度造成直接影响,因其在垂直平面内的直线度误差,会在磨床上表现为工件中心8度的变化,而引起工直径的变化,影响工件表面素线的直线度,同时也会产生工件圆柱度误差。
4.磨床的热变形磨床在工作过程中,由于受内、外热源的影响,其零部件会产生热变形。磨床产生热变形的热量来源:在磨床内部有磨削热、导轨、传动轴、轴承等处的摩擦热,液压系统的热量以及电动机产生的热量;在磨床外部的热源有空气的对流、日光的辐射。由于磨床各部分受热不均匀,磨床各部分的温度就高低不一,造成各部分不同的热变形。
提高机加工精度,需对产生加工误差的各项原始误差进行分析,根据不同情况对造成加工误差的主要原始误差采取相应的解决措施。
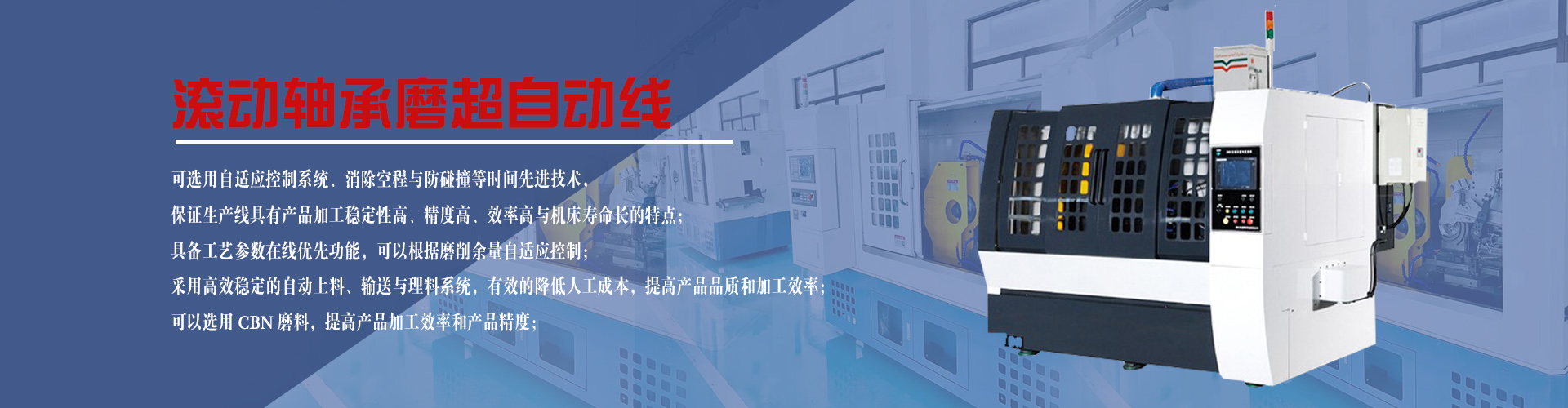
磨床加工精度
1、控制数控机床的原始误差来提高加工精度,可以从提高加工零件所使用机床的几何精度,提高量具、工具和夹具本身精度,控制工艺系统受热、受力变形而造成的误差,尽可能减少刀具磨损、内应力引起的变形误差和减小测量误差等都可直接减少工件原始的误差。
2、原始误差补偿法:原始误差大多数是很难全部消除掉的,所以原始误差补偿可以在这里进行处理,该方案是由人为失误而产生新的原始误差,从而补偿原来工艺系统中固有的原始误差,达到减少加工误差,提高设备加工精度的目的。
3、转移误差,顾名思义,转移误差的意义就是将加工误差进行转移,转移误差至其他对加工精度无影响的方面,一般,生产设备出现加工误差、受理受热变形误差时,若使其转移到加工误差的非敏感方向,可较大程度上提高加工精度,且不会对设备精度造成影响。
如今,机械零部件加工精度要求与标准在不断提高。但在一些工件加工过程中,总是存在一些影响其精度的因素,不能对其进行合理控制的话,将会导致加工质量难以得到保障,对机械设备的质量及安全性等产生影响。
无心磨床动静压主轴哪家实惠?连体动静压主轴哪家好?双列球轴承内圈沟道磨床怎么样?浙江东盛精密机械有限公司提供无心磨床动静压主轴,连体动静压主轴,双列球轴承内圈沟道磨床,
- 河北全自动数控轴承外圈沟道磨床的应用领域2024-10-12
- 河北全自动数控轴承外圈沟道磨床的作用2024-08-22
- 河北动静压主轴的维护2024-07-11
- 河北全自动数控轴承外圈沟道磨床故障表现及处理方法2024-06-21




